MF技術大賞2016-2017受賞製品 紹介
2017年1月12日
MF技術大賞2016-2017は11月の選考委員会で、3製品のMF技術大賞受賞と3製品のMF技術優秀賞が決定し、表彰式は2017年1月11日午後3時から東京・芝パークホテルにて行われました。
これら受賞鍛圧機械と受賞加工製品は来る2017年7月12日~15日まで開催されるMF-Tokyo 2017(東京ビッグサイト東4~7ホール)にて、世界に誇る鍛圧塑性加工技術の最先端として披露されます(大きさによっては写真展示となることもあります)。
MF技術大賞2016-2017の受賞製品の発表について(日鍛工ニュースリリース)
MF技術大賞2016-2017受賞6製品の概要について
日刊工業新聞1月10日掲載記事
【MF技術大賞の紹介】
β型チタン合金製部品の一体成形 ~サーボプレスで成し得た工程削減~
受賞会社:アイダエンジニアリング(株)、(株)シャルマン
受賞理由:
サーボプレスモーションの利点を活かした加工法により、焼鈍等の付随工程を含む11 工程もの削減を実現しています。特に1 ストローク中にスライドを上下させて材料の流動性を高める事に成功した事、下死点を複数回通過させるモーションにより寸法精度を確保した事などが評価されました。またこの加工法の導入により、材料自体の削減と金型寿命の延長といったメリットが得られています。
レーザーブランキング装置による自動車部品ブランク材製造
受賞会社:(株)エイチアンドエフ、ホンダエンジニアリング(株)、本田技研工業(株)
受賞理由:
これまでプレスで行っていたブランク材製造を世界でも類例を見ない自動車量産ラインに導入できるレーザーブランキング装置を開発した点やプレスの高速性に対抗するためにレーザーカット自体の高速度化、また切断品質精度を保つためのカットと同期したスパッタ回収装置の開発など、技術的独創性・新規性に富んでいます。このレーザー装置の導入により、金型ゼロの実現、設置のコンパクト化など経済・環境面でもメリットは大きいことなどが評価されました。

フローフォーミングによるローターシャフトの製造
受賞会社:日本スピンドル製造(株)、日産自動車(株)
受賞理由:
ハイブリッド自動車の軽量化コスト削減を目的にこれまでの鍛造加工と切削加工に替わる工法開発に取り組み、円盤状材料の裂開工程よる増肉効果や平押し工程で十分な板厚を確保しながら軽量化を実現されました。またこのフローフォーミング工法の導入で、これまで必要とした熱間鍛造・機械加工工程の短縮並びにコンパクトな生産ラインとなった事も評価されました。

【MF技術優秀賞の紹介】
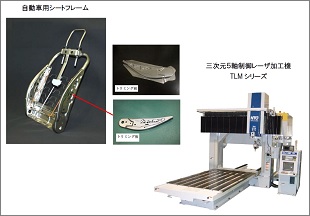
3Dレーザ加工機によるチタン製自動車用フレーム加工
受賞会社:コマツ産機(株)、服部板金工業(有)
受賞理由:
従来チタン材を加工するためには材料を加熱後に成形加工していたが、常温での成形技術の開発により電炉が不要となった。続くトリミングでのレーザ加工では従来高価なアルゴンガスを使用するが、安価な窒素ガスでの加工を実現した。これはレーザの切断条件の最適化によるもので、以上の事が評価されました。
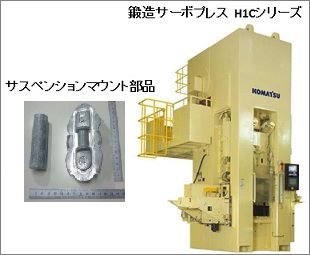
冷間鍛造用サーボプレスによるサスペンションマウントの工程短縮
受賞会社:コマツ産機(株)、宮本工業(株)
受賞理由:
メカプレスによるこれまでの工程では、予備成形→焼鈍処理→仕上げ成形の工程を踏むが、冷間鍛造サーボプレスによる多段モーションを 採用したことで1工程での製造が実現出来た。そのため1個当たりの生産時間が47.8 秒から12.5 秒へと大幅に短縮され事で約60%のコストダウンを達成したことが評価されました。
複合加工センサを用いたファイバーレーザによるブラケット加工
受賞会社:村田機械(株)、(株)田中精密板金
受賞理由:
レーザパンチ複合機単体での生産から、タレパンとファイバーレーザ加工機による複合加工を導入する事で、大板1 枚から72 個取りの加工において、生産時間が845分から106分と87%の時間短縮を実現(主に検査工程の短縮)。これは接触式複合加工センサの開発とシート基準穴とパーツ基準穴を設定する計測方法の工夫に依るもので、その独創性と精度が評価されました。

【MF奨励賞の紹介】
サーボタンデムプレス7 台によるダンパー部品のプレス加工
受賞会社:アイダエンジニアリング(株)、(株)エクセディ
加工プロセスの概要:
サーボタンデムプレス7 台による7 工程連続加工。ワーク搬送に工夫。
具体的な成果:
偏芯荷重の掛からない加工で品質向上。チョコ停排除による稼働率のアップ。
ツインサーボプレスと高速タンデムトランスファラインによる自動車エアコン用ハブ加工
受賞会社:(株)アマダホールディングス、(株)アマダマシンツール、デンソー機工(株)
加工プロセスの概要:
これまでの1 台プレスによる11 工程を、2 台のプレスで14 工程に増やすことより荷重を分散化した。シャトルを設置することで混流生産にも対応。
具体的な成果:
従来よりも工程を増やして、加工荷重を分散化する事により製品精度が向上。
サーボプレスによるクラッチディスクのかしめ加工
受賞会社:コマツ産機(株)、アイシン精機(株)
加工プロセスの概要:
従来の油圧プレス加工から加圧力制御機能をもつ サーボプレスで品質と生産性を向上。
具体的な成果:
生産性が大幅に向上し、品質も安定。省エネ効果、騒音低減を実現。
プレス方式の圧縮脱水装置によるバイオマス発電向け脱水木質チップの製造
受賞会社:川崎油工(株)、(株)トーセン、岩手大学
加工プロセスの概要:
高水分率の木質チップを予備圧縮し、凝集体チップの水分を更に複動圧縮で搾出する。
具体的な成果:
在来の天然乾燥や、熱乾燥炉に較べ、大幅な省エネ化(1/33)を達成した世界初のプラント。
【MF技術大賞2016-2017選考委員会 】
委員長
石川孝司 中部大学 工学部機械工学科 教授(名古屋大学名誉教授)
副委員長
北野 司 一般社団法人 日本鍛圧機械工業会 副会長、技術委員会委員長
アイダエンジニアリング株式会社 取締役上席執行役員
委 員
高橋 進 日本大学 生産工学部機械工学科 教授
柳本 潤 東京大学 生産技術研究所 教授
渡邉政嘉 一般社団法人 日本機械学会 イノベーションセンター センター長
中右 豊一般社団法人 日本鍛圧機械工業会 専務理事