MF技術大賞2024-2025受賞製品 紹介
2025年1月10日
MF技術大賞2024-2025は11月の選考委員会で、2製品のMF技術大賞受賞とMF技術優秀賞2製品、MF奨励賞2製品が決定しました。また今回より創設された、MF新技術賞については2製品が受賞致しました。表彰式は2025年1月10日東京アメリカンクラブにて行われました。
これら受賞鍛圧機械と受賞加工製品は来る2025年7月16日~19日まで開催されたMF-TOKYO 2025(東京ビッグサイト)にて、世界に誇る鍛圧塑性加工技術の最先端としてパネル展示されました。
MF技術大賞2024-2025の受賞製品の発表について(日鍛工ニュースリリース)
MF技術大賞2024-2025受賞製品について
【MF技術大賞の紹介】
焼結+切削からの工法転換によるジョイントの板鍛造加工
受賞会社:アイダエンジニアリング(株)、(株)湯浅製作所
受賞理由:
従来の焼結工法では、粉末成形後、さらに熱処理およびφ8孔の切削加工が必要であり、1個あたり、およそ粉末成形に7秒、φ8孔切削に10秒ほどかけて生産していたが、プレスへの工法転換により、1個あたり2秒で生産が可能となった。また、φ8孔加工がプレス加工で完結した為、30万個生産時の工作機械3台(2直体制)分が不要となった。さらに熱処理工程も不要となったため、電気、ガス等エネルギーの削減につながった点等が評価された。

4軸ハイブリッドプレスを用いた複動加工製品の製造
受賞会社:(株)アマダ、(株)アマダプレスシステム、(株)三陽製作所
受賞理由:
絞り工程の背圧は60KN必要で、従来の金型にバネやガススプリングを組み込む方式では不可能な荷重であり、追加した油圧軸があるからこそ実現できた工法である。またサーボプレスの特徴であるモーションを併用することで、生産性の向上を図りつつ、更なる難加工への対応も可能となる。まがりばかさ歯車の冷間鍛造では、製品としての品質を満たす歯形部の充填率(金型との接触率)80%の時の成型荷重で、約30%の低減を図ることができた事等が評価された。

【MF技術優秀賞の紹介】
精密圧潰冷間プレス工法による高放熱性金属加工部品
受賞会社:(株)アマダ、(株)アマダプレスシステム、(株)大貫工業所
受賞理由:
精密圧潰冷間プレス工法の開発により、放熱性に優れた半導体パッケージ用銅リッドおよびハイパワーLED用アルミニウムリフレクタの量産を達成した。切削加工法との比較では、コストで1/5、加工速度で30倍となり、月間100万個/1品種の顧客要求に対して、1台のデジタル電動サーボプレスマシンでの生産が可能となった等が評価された。

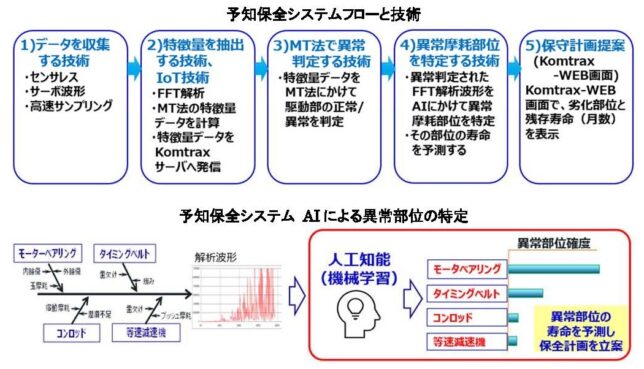
自動車ボディ鋼板プレスにおける予知保全システム
受賞会社:コマツ産機(株)、 トヨタ自動車東日本(株)
受賞理由:
サーボ制御データを独自解析することでセンサレスによる劣化検出を可能とした。MT法による傾向管理、AIによる部位特定情報に基づき、保守部品の交換周期を最適化できる。従来は日々点検しながら1600万ショットで交換する定期保全であったが、予知保全システムを導入したことで、日々の点検工数が減り交換周期も寿命間際まで使えるようになった。また、AIで部位特定が出来ることにより、従来はモータ本体を交換していたような事例でもエンコーダだけの交換で直り、1件当たり費用で200万円以上、交換工数で5H前後の効果が得られた等が評価された。
【MF奨励賞の紹介】
車載用各種モーターフレームの製造
受賞会社:(株)アマダ、(株)アマダプレスシステム、髙橋金属(株)
受賞理由:
材料投入から洗浄完成までの間を1名の作業者で対応できる。材料板厚公差±40μmの材料から軸受け圧入部公差幅14μmに対してCPK1.63で安定成形。プレス加工油を極限まで絞った環境対応型プレス加工法の確立等が評価された。

鉄骨構造のガセットプレート
受賞会社:コマツ産機(株)、 小西シャーリング工業(株)
受賞理由:
歩留まりの改善(従来は部品間7mmが5mm間隔で加工。歩留まり3.5~4.0%改善)。ノロ上げ作業の改善(従来は96工数が24工数に改善)等が評価された。
【MF新技術賞の紹介】
■新技術製品部門
ファイバーレーザ溶接システム FLW-ENSISeシリーズ AI-TAS
受賞会社:(株)アマダ
受賞理由:
FLW-ENSISeソリューションは「ロボットモーション技術、レーザ光技術、フィラーワイヤ加工技術、プログラム作成ソフトウエア、AI技術」の独自応用開発により溶接工程を自動化・省力化する等が評価された。

■新技術環境部門
電動サーボベンディングマシン EGB-eシリーズ
受賞会社:(株)アマダ
受賞理由:
電動化により年一回のオイル交換とオイル廃棄が不要。アイドリングストップ対応により動作が一定時間ない場合、サーボ動力と照明を自動でOFFし待機電力を50%以上削減。また、角度センサー、自動金型交換装置、スマートオペレーションなど作業者支援機能と組み合わせ、曲げ作業工程における「段取り」「試し曲げ」「実加工」の作業効率を大幅に改善されたこと等が評価された。

【MF技術大賞2024-2025選考委員会 】
■委員長
柳本 潤 東京大学 機械工学専攻 教授
■副委員長
堀江 喜美雄 一般社団法人 日本鍛圧機械工業会 副会長、技術委員会委員長
株式会社 アマダ 顧問(㈱アマダプレスシステム代表取締役社長)
■委 員
久保木 孝 電気通信大学 機械知能システム学専攻 教授
桑原 利彦 東京農工大学 工学研究院先端システム学専攻 教授
渡邉 政嘉 東京科学大学 環境・社会理工学院 特定教授
生田 周作 一般社団法人 日本鍛圧機械工業会 専務理事
■事務局
吉村 昌成 一般社団法人 日本鍛圧機械工業会 部長